


O que é um purificador químico e como você seleciona o sistema certo?
CASA / NOTÍCIAS / Notícias da indústria / O que é um purificador químico e como você seleciona o sistema certo?

O controle da poluição do ar tornou-se uma obrigação central de engenharia nas indústrias de manufatura, processamento químico e gerenciamento de resíduos. Um purificador químico é uma das tecnologias mais confiáveis disponíveis para capturar e neutralizar poluentes atmosféricos perigosos antes de serem liberados na atmosfera. Este artigo fornece uma visão técnica de como esses sistemas funcionam, como eles se comparam às alternativas e o que as equipes de compras devem avaliar antes de adquirir uma unidade.
Um purificador químico remove contaminantes de um fluxo de gás colocando esse fluxo em contato direto com um reagente líquido. O contaminante é absorvido pela fase líquida, onde uma reação química o converte em um composto menos prejudicial ou solúvel em água. O gás limpo sai através de um eliminador de névoa e o reagente gasto é recirculado ou descarregado em um sistema de tratamento. Este processo depende de três mecanismos simultâneos: transferência de massa através da interface gás-líquido, neutralização química e captura de partículas por impactação e difusão.
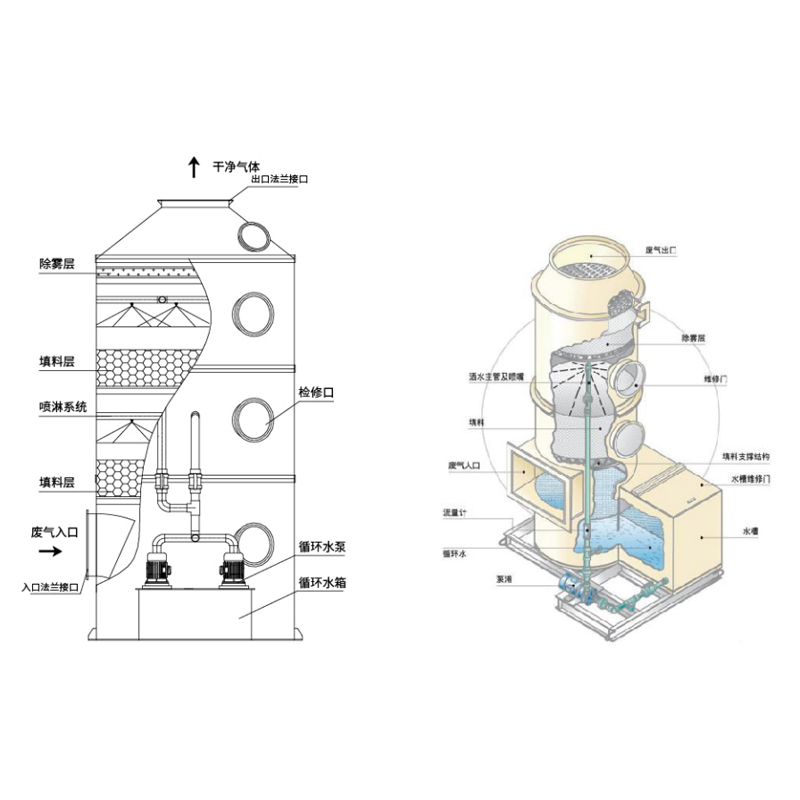
O projeto e princípio de funcionamento do purificador químico úmido centrar-se na maximização do tempo de contato e da área de superfície entre o gás carregado de poluentes e o líquido de lavagem. O fluxo em contracorrente – onde o gás se move para cima e o líquido flui para baixo – é a configuração mais comum porque garante que o gás mais limpo entre em contato com o reagente mais fresco. Projetos co-correntes são usados onde a queda de pressão deve ser minimizada. Projetos de fluxo cruzado são aplicados quando restrições de espaço limitam a instalação vertical.
A química dos reagentes é a variável de projeto mais crítica. Gases ácidos como cloreto de hidrogênio (HCl), dióxido de enxofre (SO2) e fluoreto de hidrogênio (HF) requerem reagentes alcalinos – normalmente solução de hidróxido de sódio (NaOH) em concentrações de 5–15% em peso. Gases alcalinos como a amônia (NH3) são neutralizados com ácido sulfúrico diluído (H2SO4) na concentração de 5–10%. Algumas aplicações utilizam hipoclorito de sódio (NaOCl) ou permanganato de potássio (KMnO4) como reagentes oxidantes para controle de vapor orgânico e odor.
Eficiência do purificador químico para remoção de gases ácidos varia de acordo com a solubilidade do poluente, concentração do reagente, proporção líquido-gás (L/G) e altura do empacotamento. Lavadores de torre compacta bem projetados alcançam consistentemente 95–99,9% de eficiência de remoção para gases altamente solúveis, como HCl e NH3. Gases menos solúveis, como o SO2, requerem proporções L/G mais altas e zonas de contato mais longas para atingir níveis de desempenho equivalentes.
O table below shows representative removal efficiencies for common pollutants under standard packed tower conditions:
| Poluente | Reagent | Eficiência de remoção típica | Solubilidade em Água (20°C) |
|---|---|---|---|
| Cloreto de Hidrogênio (HCl) | NaOH (10%) | 99,5% – 99,9% | 720g/L |
| Dióxido de Enxofre (SO2) | NaOH (10%) | 95% – 99% | 113g/L |
| Ummmonia (NH3) | H2SO4 (5%) | 98% – 99,5% | 900g/L |
| Fluoreto de Hidrogênio (HF) | NaOH (10%) | 99% – 99,9% | Miscível |
| Sulfeto de hidrogênio (H2S) | NaOCl / NaOH | 90% – 97% | 3,98g/L |
Um purificador químico vs dry scrubber comparison começa com a fase do reagente. Os lavadores úmidos entram em contato com o fluxo de gás com uma solução líquida, permitindo a dissolução e a reação iônica. Os lavadores secos injetam um reagente sólido em pó ou granulado – geralmente cal (Ca(OH)2) ou bicarbonato de sódio (NaHCO3) – diretamente no fluxo de gás. A reação ocorre na fase gasosa ou em meio filtrante. Os sistemas secos produzem um subproduto de resíduo sólido, enquanto os sistemas úmidos produzem um efluente líquido que requer tratamento ou neutralização de águas residuais antes da descarga.
Cada tecnologia se adapta a diferentes perfis operacionais. A tabela abaixo resume as principais diferenças relevantes para as decisões de compras industriais:
| Parâmetro | Purificador químico úmido | Purificador a seco |
|---|---|---|
| Eficiência de remoção | 95% – 99,9% | 85% – 97% |
| Fluxo de Resíduos | Efluente líquido | Resíduos sólidos (torta de filtro) |
| Consumo de água | Alto | Nenhum ou mínimo |
| Faixa de temperatura operacional | Até 60°C (entrada) | Até 400°C (entrada) |
| Complexidade de manutenção | Médio (bomba, controle de pH) | Baixo (reabastecimento de reagente) |
| Custo de capital | Médio a alto | Baixo a Médio |
O purificador químico system for industrial exhaust treatment é implantado em uma ampla gama de setores. Cada aplicação possui perfis de poluentes e limites regulatórios distintos que regem o projeto do sistema.
Nos Estados Unidos, os sistemas de purificação devem atender aos padrões de desempenho da Lei do Ar Limpo, incluindo os padrões da Tecnologia de Controle Máximo Atingível (MACT) para categorias de fontes específicas. Na União Europeia, a Diretiva de Emissões Industriais (IED 2010/75/UE) e os Documentos de Referência das Melhores Técnicas Disponíveis (BREFs) associados definem os requisitos mínimos de remoção por setor. As equipes de aquisição devem confirmar se o sistema selecionado atende aos valores limites de emissão (VLEs) aplicáveis antes do comissionamento.
Manutenção do purificador químico e custo operacional são impulsionados principalmente pelo consumo de reagentes, energia (bomba e ventilador) e eliminação de águas residuais. Para uma torre compactada de tamanho médio que lida com 5.000 m3/h de exaustão carregada de HCl, o consumo anual de NaOH normalmente varia de 8.000 a 15.000 kg, dependendo da concentração de entrada. O bombeamento de energia a 7,5 kW adiciona continuamente aproximadamente 65.700 kWh por ano. O tratamento de águas residuais ou eliminação de neutralização acrescenta um custo variável dependendo das regulamentações e volumes locais. As despesas operacionais anuais totais para esta escala situam-se geralmente entre 18.000 e 45.000 dólares americanos, excluindo mão-de-obra.
Um packed tower uses structured or random packing media to create a large gas-liquid contact surface area within a compact vessel. This produces higher mass transfer efficiency per unit volume. A spray scrubber uses nozzles to generate liquid droplets that contact the gas stream directly. Spray scrubbers are simpler and less prone to plugging from particulate-laden streams, but they achieve lower removal efficiency for soluble gases compared to packed towers at equivalent flow rates.
Sim, com limitações. Um purificador de estágio único pode lidar com vários poluentes se compartilharem um reagente compatível. Por exemplo, um purificador de NaOH pode absorver simultaneamente HCl, SO2 e HF. No entanto, quando os poluentes alvo requerem reagentes quimicamente incompatíveis – como um gás ácido e um gás alcalino na mesma corrente – é necessário um purificador de dois estágios com circuitos de reagentes separados. A primeira etapa neutraliza uma classe de poluente; o segundo cuida do outro.
A vida útil da mídia de embalagem depende do ambiente químico, da carga de partículas e do material de construção. Gaxetas aleatórias de polipropileno (PP) usadas em serviços ácidos ou alcalinos normalmente duram de 5 a 10 anos antes que incrustações, deformações ou canalizações significativas reduzam a eficiência. A embalagem de PVC tem vida útil semelhante, mas é inadequada acima de 60°C. O empacotamento estruturado no serviço de gás limpo pode durar de 10 a 15 anos. Recomenda-se inspeção visual anual; a substituição é acionada quando a queda de pressão aumenta mais de 20% acima do valor de referência do projeto sem uma causa identificável, como bloqueio temporário.
Solicite uma ligação hoje






 Purificador fotocatalítico 304")