



Equipamento de adsorção de carvão ativado é um sistema industrial de purificação de ar e água que utiliza a área superficial excepcionalmente alta e a estrutura de poros do carvão ativado para remover poluentes orgânicos, compostos orgânicos voláteis (VOCs), gases odoríferos e contaminantes dissolvidos de fluxos de gases ou líquidos por meio de mecanismos de adsorção física e química. À medida que as regulamentações ambientais se tornam mais rigorosas em todo o mundo e os padrões de emissões industriais se tornam cada vez mais rigorosos, equipamento de adsorção de carvão ativado tornou-se uma das tecnologias de tratamento de fim de linha mais amplamente implantadas nas indústrias farmacêutica, química, eletrônica, impressão, revestimentos e tratamento de águas residuais.
Este guia de nível de engenheiro cobre o cenário técnico e comercial completo de equipamento de adsorção de carvão ativado — desde fundamentos de adsorção e configurações de sistema até métodos de regeneração, critérios de seleção, conformidade regulatória e considerações importantes para equipes de compras B2B que buscam sistemas em escala industrial.
1. Como funciona o equipamento de adsorção de carvão ativado
1.1 Mecanismo de Adsorção: Adsorção Física vs Química
O princípio de funcionamento do equipamento de adsorção de carvão ativado baseia-se na tendência das moléculas em uma fase fluida de se acumularem na superfície de um adsorvente sólido. Dois mecanismos distintos governam este processo:
- Adsorção física (fisissorção) : Impulsionado por forças intermoleculares de van der Waals entre a molécula de adsorbato e a superfície do carbono. Nenhuma ligação química é formada, o que significa que o processo é totalmente reversível – a molécula adsorvida pode ser dessorvida reduzindo a pressão parcial ou aumentando a temperatura. A fisissorção é o mecanismo dominante na maioria das aplicações de remoção de COV e gases orgânicos e é a base para a regenerabilidade de equipamento de adsorção de carvão ativado . A capacidade de adsorção é proporcional ao peso molecular e ao ponto de ebulição do adsorbato: moléculas de VOC mais pesadas e com ponto de ebulição mais alto adsorvem mais fortemente do que espécies mais leves e com ponto de ebulição mais baixo.
- Adsorção química (quimissorção) : Envolve a formação de ligações químicas entre o adsorbato e os grupos funcionais de superfície no carbono. Este mecanismo produz maior capacidade de adsorção para compostos alvo específicos (por exemplo, sulfeto de hidrogênio, vapor de mercúrio, gases ácidos), mas é geralmente irreversível - espécies quimicamente adsorvidas não podem ser removidas por regeneração térmica, tornando a substituição de carbono, em vez da regeneração, a resposta necessária à saturação. Carvões ativados impregnados (carregados com KI, KOH, H3PO4 ou compostos metálicos) exploram a quimissorção para remoção de contaminantes específicos.
-

1.2 Papel da Estrutura dos Poros: Microporo, Mesoporo, Macroporo
A extraordinária capacidade de adsorção do carvão ativado – áreas de superfície específicas de 500–2.000 m²/g em comparação com 1–5 m²/g para meios filtrantes convencionais – é uma consequência direta de sua rede interna de poros altamente desenvolvida. A classificação IUPAC define três categorias de tamanho de poro, cada uma servindo uma função distinta no processo de adsorção:
| Tipo de poro | Faixa de diâmetro | Função na Adsorção | Contaminantes alvo |
|---|---|---|---|
| Microporos | <2nm | Locais de adsorção primários – maior energia e capacidade superficial | Pequenas moléculas orgânicas, VOCs, solventes (PM <300 g/mol) |
| Mesoporos | 2–50nm | Vias de transporte para microporos; adsorção de moléculas maiores | Corantes, moléculas orgânicas maiores, alguns pesticidas |
| Macroporos | >50nm | Rede rodoviária para transporte rápido de adsorbato para a partícula de carbono | Não são locais de adsorção primários – apenas papel de difusão |
Para equipamento de adsorção de carvão ativado for VOC removal , carbonos com alto volume de microporos (>0,4 cm³/g) e área superficial BET superior a 1.000 m²/g são especificados para maximizar a capacidade de adsorção por unidade de massa de carbono. Para equipamento de adsorção de carvão ativado for wastewater treatment , o volume do mesoporo torna-se mais importante para acomodar as moléculas orgânicas dissolvidas maiores e as substâncias húmicas normalmente presentes nos efluentes industriais.
1.3 Curva de Avanço e Ponto de Saturação
A curva de avanço é a métrica de desempenho fundamental para qualquer equipamento de adsorção de carvão ativado sistema operando em modo de fluxo contínuo. À medida que o gás ou líquido contaminado passa através do leito de carbono, a adsorção ocorre progressivamente – as camadas de entrada de carbono saturam primeiro, e a zona de transferência de massa (MTZ) – a região de adsorção ativa – migra em direção à saída do leito ao longo do tempo. O avanço é definido como o momento em que a concentração de contaminantes na saída atinge uma fração definida da concentração de entrada (normalmente 5–10% para sistemas VOC, ou o limite regulatório de emissão, o que for mais rigoroso).
Os parâmetros críticos da curva de avanço que determinam o projeto do sistema e as decisões operacionais incluem:
- Tempo de avanço (t_b) : O tempo desde o início da operação até o avanço — determina o intervalo de regeneração ou substituição de carbono e governa diretamente o custo operacional.
- Tempo de saturação (t_s) : O tempo para completar a saturação do leito — a proporção t_b/t_s define a nitidez da frente de ruptura. Frentes acentuadas (relação próxima de 1,0) indicam utilização eficiente de carbono; frentes graduais indicam dispersão axial, canalização ou projeto inadequado do leito.
- Eficiência na utilização de carbono : A fração da capacidade total de carbono realmente utilizada antes do avanço — normalmente 50–80% para sistemas de leito fixo bem projetados. A menor eficiência indica leitos superprojetados ou má distribuição do fluxo.
1.4 Indicadores Chave de Desempenho: Capacidade de Adsorção, Profundidade do Leito, Tempo de Contato
Engenharia de sistemas de equipamento de adsorção de carvão ativado centra-se em três variáveis de design interdependentes:
- Capacidade de adsorção (q, mg/g ou kg/kg) : A massa de contaminante adsorvida por unidade de massa de carbono em equilíbrio, definida pela isoterma de adsorção (modelo Langmuir ou Freundlich) para o sistema específico adsorbato-carbono à temperatura operacional. Dados isotérmicos publicados por fabricantes de carbono fornecem o ponto de partida para cálculos de dimensionamento de leitos.
- Profundidade do leito (L, m) : A profundidade mínima do leito é determinada pelo comprimento da zona de transferência de massa – o leito deve ter pelo menos 1,5–2,0× o comprimento do MTZ para atingir a concentração alvo de ruptura. Leitos mais profundos aumentam o tempo de contato, melhoram a concentração de saída e prolongam o tempo de avanço ao custo de maior queda de pressão.
- Tempo de contato com leito vazio (EBCT, minutos) : A relação entre o volume do leito e a vazão volumétrica — o parâmetro de dimensionamento mais importante para equipamento de adsorção de carvão ativado . Os valores EBCT típicos são de 0,1 a 0,5 segundos para sistemas de COV em fase gasosa e de 5 a 30 minutos para sistemas de tratamento de águas residuais em fase líquida. Um EBCT mais longo melhora a eficiência da remoção, mas aumenta o custo de capital (navio maior) e o inventário de carbono.
2. Tipos de equipamentos de adsorção de carvão ativado
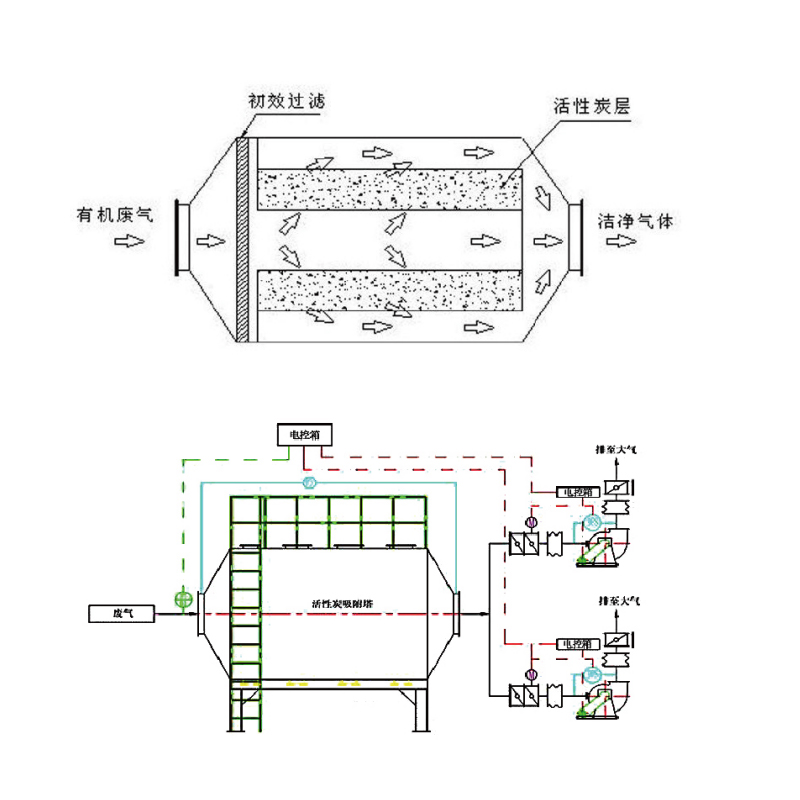
2.1 Torre de Adsorção de Carvão Ativado de Leito Fixo
A torre de adsorção de leito fixo é a configuração mais amplamente implantada de equipamento de adsorção de carvão ativado em aplicações industriais. O carbono é embalado como um leito estacionário dentro de um vaso de pressão; o gás ou líquido contaminado flui através do leito em uma direção definida (normalmente fluxo descendente para líquidos, fluxo ascendente ou fluxo descendente para gases) e o efluente limpo sai da extremidade oposta. Os sistemas de leito fixo são operados em configurações de leito único ou de múltiplos leitos (lead-lag):
- Sistemas de cama individual : Configuração mais simples — menor custo de capital, mas requer encerramento do processo para regeneração ou substituição de carbono. Adequado para processos em lote ou aplicações com requisitos de regeneração pouco frequentes.
- Sistemas lead-lag de cama dupla : Dois leitos operam em série – o leito de chumbo adsorve a maior parte da carga contaminante, enquanto o leito de atraso atua como um estágio de polimento e alerta precoce de avanço do leito de chumbo. Quando o leito principal está saturado, ele é colocado offline para regeneração enquanto o leito lag se torna o novo lead e um leito recém-regenerado entra como o novo lag. Esta configuração permite operação contínua sem interrupção do processo — o projeto padrão para aplicações industriais de controle contínuo de emissões.
- Várias camas paralelas : Três ou mais leitos em rotação paralela — um de adsorção, um de regeneração, um de resfriamento/standby. Usado para aplicações de alto fluxo onde um único leito seria impraticavelmente grande ou onde é necessária operação contínua com ciclos de regeneração sobrepostos.
2.2 Sistemas de Adsorção de Leito Móvel e Roda Rotativa
Para applications requiring continuous operation with low pressure drop and high volumetric flow rates — particularly large-volume, low-concentration VOC streams — moving-bed and rotating adsorption wheel systems offer advantages over fixed-bed configurations:
- Adsorvedores de cama móvel : Os grânulos de carbono movem-se continuamente para baixo através da zona de adsorção por gravidade, enquanto o gás contaminado flui para cima em contracorrente. O carbono saturado é continuamente retirado do fundo e transferido para uma unidade de regeneração; o carbono regenerado é devolvido ao topo. Esta configuração atinge uma eficiência de utilização de carbono quase teórica e elimina a limitação inovadora dos sistemas de leito fixo.
- Roda de adsorção rotativa (rotor em favo de mel) : Um rotor cilíndrico embalado com carvão ativado ou zeólita estruturado em favo de mel gira lentamente (1–10 RPH) através de setores alternados de adsorção e dessorção. Este projeto é particularmente eficaz para fluxos de VOC de grande volume e baixa concentração (concentração de entrada de 10–500 mg/m³), onde concentra a carga de VOC por um fator de 10–30× antes de direcionar o fluxo concentrado para um oxidante térmico a jusante — reduzindo substancialmente os custos operacionais do oxidante.
2.3 Projeto de torre de adsorção de carbono ativado industrial - Parâmetros principais
Engenharia de um projeto de torre de adsorção de carvão ativado industrial requer a especificação dos seguintes parâmetros interdependentes para cumprir as metas de emissões de forma confiável em toda a gama de condições operacionais:
| Parâmetro de projeto | Faixa Típica (Fase Gasosa) | Faixa Típica (Fase Líquida) | Importância da Engenharia |
|---|---|---|---|
| Velocidade superficial (você) | 0,2–0,5m/s | 5–15 m/h | Governa a queda de pressão e o coeficiente de transferência de massa |
| Profundidade do leito (L) | 0,3–1,5m | 1,0–3,0m | Deve exceder 1,5× comprimento MTZ para eficiência alvo |
| EBCT | 0,1–0,5s | 5–30 minutos | Parâmetro de dimensionamento primário para eficiência de remoção |
| Tamanho das partículas de carbono | Malha 4×8 (2,4–4,8 mm) | Malha 8×30 (0,6–2,4 mm) | Partículas menores: melhor cinética, maior queda de pressão |
| Queda de pressão (ΔP) | 500–2.000 Pa/m | 0,5–2,0 bar/m | Determina o consumo de energia do ventilador/bomba |
| Faixa de temperatura | 10–50°C (ideal) | 5–40°C (ideal) | Temperatura mais alta reduz a capacidade de adsorção |
| Umidade relativa (fase gasosa) | <70% UR preferido | N/D | O vapor de água compete com VOC por locais de adsorção acima de 70% de umidade relativa |
2.4 Sistemas Modulares vs Sistemas Personalizados
A decisão de aquisição entre unidades padrão modulares e unidades de engenharia personalizada equipamento de adsorção de carvão ativado é determinado pela complexidade e escala do aplicativo:
- Sistemas modulares : Unidades pré-projetadas e montadas em fábrica, disponíveis em vazão padrão e tamanhos de estoque de carbono. Prazo de entrega mais curto (4 a 8 semanas versus 12 a 24 semanas para customização), menor custo de engenharia e maior disponibilidade de peças de reposição. Mais adequado para aplicações onde a vazão, concentração e eficiência alvo estão dentro da faixa de especificação da unidade padrão.
- Sistemas de engenharia personalizada : Projetado especificamente para as condições de processo do cliente, restrições do local e requisitos regulatórios. Necessário para vazões não padronizadas, fluxos de alta temperatura ou alta umidade, misturas de COV multicomponentes que exigem seleção especializada de carbono ou sistemas integrados que incorporam pré-tratamento, regeneração e tratamento downstream em uma única solução projetada. Os maiores custos iniciais de engenharia e fabricação são compensados pelo desempenho otimizado, menor custo operacional vitalício e conformidade regulatória garantida.
-
3. Principais aplicações por setor
3.1 Equipamento de adsorção de carvão ativado para remoção de COV
Equipamento de adsorção de carvão ativado para remoção de COV é a principal aplicação que impulsiona a demanda do mercado global por esta tecnologia. As emissões industriais de COV — provenientes de solventes, operações de revestimento, síntese farmacêutica, impressão, processamento de borracha e fabricação de produtos químicos — estão sujeitas a limites regulatórios cada vez mais rigorosos sob a GB 16297 da China, a Diretiva de Emissões Industriais (IED) da UE e os Padrões Nacionais de Emissão para Poluentes Atmosféricos Perigosos (NESHAP) da EPA dos EUA.
Principais requisitos de desempenho para equipamento de adsorção de carvão ativado for VOC removal incluem:
- Eficiência de remoção : Normalmente >95% para conformidade regulatória nos principais setores industriais da China (GB37822-2019 exige concentração total de saída de COV ≤60 mg/m³ para a maioria das indústrias); >98% podem ser necessários para a remoção de poluentes atmosféricos perigosos (HAP) em aplicações farmacêuticas e químicas.
- Faixa de concentração de entrada : Os adsorvedores de carbono de leito fixo são otimizados para concentrações de VOC de entrada de 300–5.000 mg/m³. Abaixo de 300 mg/m³, a utilização de carbono por ciclo de regeneração cai, aumentando o custo operacional. Acima de 5.000 mg/m³, o risco de incêndio e explosão devido à liberação de calor por adsorção exotérmica requer gerenciamento térmico cuidadoso e projeto de intertravamento de segurança.
- Integração de recuperação de solventes : Para solventes de alto valor (MEK, tolueno, acetato de etila, DMF), regenerados a vapor equipamento de adsorção de carvão ativado for VOC removal permite que o solvente dessorvido seja recuperado por condensação e reutilizado – convertendo um custo de controle de emissões em um fluxo de receita de recuperação de matéria-prima que pode compensar de 30 a 70% dos custos operacionais do sistema.
3.2 Equipamento de adsorção de carvão ativado para tratamento de águas residuais
Equipamento de adsorção de carvão ativado para tratamento de águas residuais aborda a remoção de compostos orgânicos dissolvidos, vestígios de produtos farmacêuticos, pesticidas, corantes, complexos de metais pesados e compostos de sabor e odor de efluentes industriais e água potável que são resistentes a processos de tratamento biológico. A principal vantagem de desempenho do carvão ativado em relação ao tratamento biológico para essas aplicações é a sua não seletividade – o carvão ativado adsorve praticamente todos os compostos orgânicos simultaneamente, independentemente da sua biodegradabilidade.
As aplicações de tratamento de águas residuais industriais incluem:
- Polimento de efluentes farmacêuticos : Remoção de ingredientes farmacêuticos ativos (APIs), intermediários e solventes residuais para concentrações abaixo dos limites de detecção antes da descarga. Exigido por padrões cada vez mais rigorosos de descarga de águas residuais farmacêuticas na China (GB 21904) e na Europa.
- Águas residuais de tingimento e têxteis : Descoloração de efluentes de corantes reativos com redução de DQO de 200–500 mg/L para <50 mg/L. O carvão ativado é particularmente eficaz para corantes azo recalcitrantes que resistem à degradação biológica.
- Água de enxágue de eletrônicos e semicondutores : Remoção de vestígios de solventes orgânicos (IPA, acetona, NMP) de fluxos de água de enxágue de alta pureza para permitir a reutilização da água e reduzir o volume de descarga.
- Tratamento avançado de água potável : Remoção de precursores de subprodutos de desinfecção, compostos de sabor e odor (geosmina, 2-MIB) e micropoluentes como etapa terciária de polimento após tratamento convencional.
3.3 Indústrias Farmacêutica, Química e Gráfica
Estes três setores representam coletivamente o segmento de mercado de maior valor para equipamento de adsorção de carvão ativado devido à combinação de fluxos de solventes de alto valor (justificando o investimento na recuperação de solventes), requisitos regulatórios rigorosos (gerando especificações de alta eficiência de remoção) e misturas complexas de VOCs multicomponentes (exigindo projeto de sistema especializado e seleção de carbono):
- Fabricação farmacêutica : As operações de síntese, formulação e revestimento geram fluxos de exaustão carregados de solvente contendo etanol, IPA, acetona, cloreto de metileno e outros HAPs. Projeto de torre de adsorção de carvão ativado industrial para aplicações farmacêuticas devem atender à compatibilidade de mistura de solventes, classificação elétrica à prova de explosão (ATEX Zona 1 ou 2) e requisitos de documentação GMP.
- Fabricação química : As aberturas de ventilação do processo, a exaustão do reator e as perdas respiratórias do tanque de armazenamento contêm uma ampla gama de compostos orgânicos. A seleção do carbono deve levar em conta a adsorção competitiva entre os componentes da mistura e o potencial para aumento da temperatura do calor de adsorção com correntes concentradas.
- Impressão e embalagem : As operações de flexografia, rotogravura e impressão offset geram grandes volumes de gases de escape carregados de solventes (tolueno, acetato de etila, isopropanol). A recuperação de solventes por meio da adsorção de carbono regenerado por vapor é economicamente atraente nas cargas de solvente típicas de operações de impressão em alta velocidade.
3.4 Eletrônica, Fotovoltaica e Processamento de Borracha
A fabricação de eletrônicos e fotovoltaicos gera gases de escape de processo contendo NMP (N-metil-2-pirrolidona), DMF (dimetilformamida) e outros solventes de alto ponto de ebulição provenientes de operações de revestimento e laminação. Esses solventes têm alta afinidade de adsorção para carvão ativado (alto ponto de ebulição = forte adsorção) e valor de recuperação econômica significativo — tornando equipamento de adsorção de carvão ativado sendo a recuperação de solvente a tecnologia preferida em relação à oxidação térmica para essas aplicações. As operações de processamento e vulcanização de borracha emitem compostos de enxofre, hidrocarbonetos e gases carregados de partículas que exigem pré-filtração antes da adsorção de carbono para evitar incrustações prematuras no leito.
4. Regeneração de Equipamentos de Adsorção de Carvão Ativado
4.1 Regeneração de Vapor — Requisitos de Processo e Energia
A regeneração a vapor é o método mais utilizado para regeneração de equipamentos de adsorção de carvão ativado em aplicações de recuperação de solventes. Vapor de baixa pressão (110–140°C, 0,05–0,3 MPa) passa através do leito de carbono saturado, fornecendo a energia térmica necessária para dessorver os COV adsorvidos (a dessorção é endotérmica – o reverso da adsorção exotérmica). A mistura de VOC-vapor dessorvida sai do leito e é condensada em um trocador de calor; a separação de fases (decantação) separa o solvente recuperado da água condensada.
Principais parâmetros de regeneração de vapor:
- Proporção vapor/solvente : Normalmente 2–5 kg de vapor por kg de solvente dessorvido, dependendo da afinidade de adsorção do solvente e da meta de carga residual do leito após a regeneração.
- Carga residual após regeneração : Nem todo o solvente adsorvido é removido em cada ciclo de regeneração — normalmente 10–30% da carga de pré-regeneração permanece como "calcanhar". Este calcanhar acumula-se ao longo de ciclos sucessivos até que o equilíbrio seja alcançado, definindo a capacidade de trabalho do carbono como a diferença entre a carga disruptiva e a carga de equilíbrio no calcanhar.
- Secagem de carbono após regeneração de vapor : O leito de carbono retém umidade significativa após a regeneração do vapor, o que reduz a capacidade de adsorção disponível para ciclos subsequentes. A secagem com ar quente (60–100°C) ou purga com gás inerte é necessária antes de retornar a cama ao serviço.
4.2 Regeneração Térmica/Gás Quente
Para applications where steam introduction is undesirable — water-sensitive solvents, or systems where solvent-water separation is uneconomical — hot inert gas (nitrogen at 150–250°C) or hot air regeneration is used. Hot gas regeneration achieves lower residual heel than steam regeneration (since no water is introduced to compete for adsorption sites during cooling) but requires more complex gas recirculation infrastructure. This method is preferred for ketone solvents (MEK, MIBK) that form explosive peroxides on contact with water, and for high-boiling solvents where steam condensation temperatures are insufficient for complete desorption.
4.3 Métodos de Dessorção a Vácuo e Purga de Nitrogênio
A dessorção a vácuo reduz a pressão parcial das espécies adsorvidas acima do leito de carbono, conduzindo a dessorção a temperaturas mais baixas do que os métodos térmicos. A regeneração térmica a vácuo combinada (aplicando vácuo simultaneamente com aquecimento moderado a 80–120°C) atinge o menor resíduo residual de qualquer método de regeneração e é especificada para solventes de alto valor onde o rendimento máximo de recuperação é economicamente crítico. A regeneração por purga de nitrogênio – fluxo de nitrogênio aquecido através do leito para remover COVs adsorvidos – é usada para compostos termicamente sensíveis que se degradariam em temperaturas de regeneração de vapor e para sistemas de pequena escala onde a infraestrutura de geração de vapor não está disponível.
4.4 Gestão do Ciclo de Regeneração e Limites de Substituição de Carbono
Eficaz regeneração de equipamentos de adsorção de carvão ativado requer uma gestão sistemática do ciclo para acompanhar a degradação do desempenho do carbono e determinar o momento ideal de substituição:
| Método de regeneração | Duração típica do ciclo | Vida útil do carbono (ciclos) | Salto residual (% da capacidade fresca) | Melhor Aplicação |
|---|---|---|---|---|
| Regeneração de vapor | 4–8 horas | 500–1.000 ciclos | 10–30% | Recuperação de solventes (álcool, cetona, éster) |
| Regeneração de gás quente (N₂) | 6–12 horas | 300–600 ciclos | 5–15% | Solventes sensíveis à água, VOCs de alto ponto de ebulição |
| Regeneração térmica a vácuo | 8–16 horas | 200–400 ciclos | 2–8% | Solventes de alto valor, rendimento máximo de recuperação |
| Sem regeneração (substituição de carbono) | N/D | Uso único | N/D | Aplicações de quimissorção, sistemas de baixo volume |
O carbono deve ser substituído quando a capacidade de trabalho (medida pelo tempo de ruptura em condições padrão) tiver diminuído para 50-60% da capacidade inicial - normalmente após 3-5 anos para sistemas regenerados a vapor - ou quando a degradação física (atrito de partículas, acumulação de cinzas ou incrustações de alcatrão de COVs polimerizáveis) tiver aumentado a queda de pressão do leito além da capacidade do ventilador do sistema.
5. Como selecionar o sistema certo
5.1 Concentração de Poluentes e Dimensionamento de Vazão
Dimensionamento do sistema para equipamento de adsorção de carvão ativado começa com uma caracterização completa do fluxo de gás ou líquido de entrada:
- Vazão volumétrica (Nm³/h ou m³/h) : A vazão projetada deve refletir o fluxo máximo do processo, incluindo a margem de segurança (normalmente 110–120% do máximo nominal). A área da seção transversal do leito de carbono é calculada a partir da vazão dividida pela velocidade superficial alvo (0,2–0,5 m/s para fase gasosa).
- Concentração de poluentes (mg/m³ ou mg/L) : Ambas as concentrações médias e máximas devem ser caracterizadas. Eventos de pico de concentração (durante a inicialização do equipamento, picos de processos em lote ou perturbações no processo) podem causar rupturas prematuras se o sistema for dimensionado apenas para condições médias.
- Composição poluente : Para fluxos mistos de VOC, o componente com menor afinidade de adsorção (menor ponto de ebulição, menor peso molecular) romperá primeiro e determinará a base do projeto do sistema. A adsorção competitiva entre componentes também significa que os compostos mais leves inicialmente adsorvidos podem ser substituídos por compostos mais pesados posteriormente adsorvidos - um fenômeno que deve ser levado em conta nas previsões do tempo de ruptura.
- Temperatura e umidade : A temperatura do gás de entrada acima de 40°C reduz significativamente a capacidade de adsorção de carvão ativado e pode exigir um pré-resfriador a montante do equipamento de adsorção de carvão ativado . A umidade relativa acima de 70% introduz uma adsorção competitiva de vapor de água, reduzindo a capacidade efetiva de VOC em 20–50%, dependendo do tipo de VOC.
5.2 Seleção do tipo de carbono: Granular vs Pellet vs Honeycomb
| Forma de Carbono | Tamanho de partícula | Queda de pressão | Capacidade de Adsorção | Aplicação Típica |
|---|---|---|---|---|
| Carvão Ativado Granular (GAC) | 0,6–4,8 mm | Médio-alto | Alto (500–1.200 mg/g para COVs comuns) | Sistemas de leito fixo de gás e fase líquida |
| Carvão Ativado Peletizado (PAC) | Cilindros de 1,5–4,0 mm de diâmetro | Médio | Alto (comparável ao GAC) | Fase gasosa — menor geração de poeira que o GAC |
| Carvão Ativado em Pó (PAC) | <0,075 mm | N/D (slurry dosing) | Muito alto (maior área de superfície) | Fase líquida – dosada como pasta, não em leito fixo |
| Carvão ativado em favo de mel | Bloco monolítico, paredes celulares de 1,5–2,5 mm | Muito baixo | Menor volume por unidade do que GAC | Concentradores de roda rotativa, VOC de grande volume e baixa concentração |
5.3 Integração com Processos de Tratamento Upstream e Downstream
Equipamento de adsorção de carvão ativado raramente opera como um sistema independente em aplicações industriais. O projeto eficaz do sistema requer integração cuidadosa com processos de pré-tratamento a montante e pós-tratamento a jusante:
- Pré-tratamento a montante : O material particulado (>1 µm) deve ser removido antes do leito de carbono para evitar incrustações e canalizações prematuras. Um filtro de mangas ou precipitador eletrostático a montante do adsorvedor é padrão para emissões contendo aerossóis, fumaça ou poeira. Fluxos de alta temperatura requerem resfriamento (trocador de calor direto ou indireto) abaixo de 40°C. Fluxos de alta umidade podem exigir um condensador ou pré-secador dessecante.
- Pós-tratamento a jusante : Em muitos contextos regulatórios, equipamento de adsorção de carvão ativado for VOC removal é combinado com um oxidante catalítico ou térmico a jusante – o adsorvedor concentra o fluxo de VOC (reduzindo o tamanho do oxidante e o consumo de combustível) enquanto o oxidante fornece destruição final para qualquer avanço que exceda os limites de emissão.
- Integração do sistema de recuperação de solventes : Para sistemas regenerados a vapor com recuperação de solvente, o sistema de condensação e separação de fases a jusante deve ser projetado para a mistura de solvente específica, incluindo provisão para manuseio de azeótropos (por exemplo, misturas de etanol-água que requerem destilação em vez de simples separação de fases).
5.4 Análise de custos: CAPEX vs OPEX em todos os tipos de sistema
| Tipo de sistema | CAPEX (relativo) | Drivers OPEX | Período de retorno | Melhor Caso Econômico |
|---|---|---|---|---|
| Leito fixo, substituição de carbono (sem regeneração) | Baixo | Custo de compra e descarte de carbono | N/D (no recovery revenue) | Baixo concentration, infrequent use, small flow |
| Leito fixo, regeneração a vapor com recuperação de solvente | Médio-alto | Custo de vapor, condensação, tratamento de água | 1–4 anos (compensado pelo valor de recuperação de solvente) | Alta concentração, solventes de alto valor, operação contínua |
| Oxidador concentrador de roda giratória | Alto | Combustível oxidante, eletricidade, manutenção | 3–6 anos | Grande volume, baixa concentração, solventes mistos sem valor de recuperação |
| Cama móvel com regeneração contínua | Muito alto | Transporte de carbono, energia de regeneração | 4–8 anos | Fluxo muito grande, operação contínua, alto requisito de utilização de carbono |
6. Padrões Regulatórios e Conformidade
6.1 Padrões GB da China para emissões de COV e águas residuais
O quadro regulamentar da China para as emissões industriais tornou-se significativamente mais rigoroso desde 2015, criando o principal motor de conformidade para equipamento de adsorção de carvão ativado investimento nos setores industriais chineses:
- GB 37822-2019 (Padrão de Controle de Emissão Não Organizada de Compostos Orgânicos Voláteis): Estabelece limites totais de concentração de saída de VOC de ≤60 mg/m³ para fontes industriais em geral e limites mais rígidos para setores industriais específicos. Mandata a coleta organizada e o tratamento de fontes de emissão de COV acima dos limites definidos.
- Padrões de emissão específicos da indústria : GB 31572 (resina sintética), GB 31571 (petroquímica), GB 16297 (poluentes atmosféricos abrangentes), GB 14554 (poluentes odoríferos) — cada um estabelecendo limites específicos de espécies de COV aplicáveis aos seus respectivos setores industriais.
- GB 8978-1996 e padrões de águas residuais específicos do setor : Governar as concentrações de compostos orgânicos dissolvidos nas descargas de águas residuais industriais, impulsionando o investimento em equipamento de adsorção de carvão ativado for wastewater treatment como uma etapa de polimento para atender aos limites cada vez mais rigorosos de DQO, DBO e compostos orgânicos específicos.






